

Questa è la storia di uno dei più grandi
fallimenti progettuali della Svezia.
Il
vascello Vasa nelle intenzioni del Re Gustav II Adolf Vasa era destinato a
diventare il simbolo della potenza militare della Svezia che in quel periodo
era coinvolta nella guerra dei 30 anni, una delle più complesse guerre di
religioni fra cattolici e protestanti. Ci vollero ben due anni per costruirla
(dal 1626 al 1628), una nave da guerra con 64 cannoni. Il progetto e la
realizzazione non aveva limitazioni circa i costi.
Per
il progetto fu chiamato l’olandese Henrik Hybertsson, un esperto
costruttore di navi. Hybertsson non vide mai la fine della sua opera (morì
prima della sua ultimazione) e già nel 1626 fu delegato il suo
assistente Henrik Hein Jacobsson. Lunga 69 metri e costruita secondo
lo stile olandese con scafo poco profondo e una base piatta, la nave era stata
“personalizzata” su specifica richiesta del Re che era parte attiva nella
progettazione del vascello. Per volere del Re i due ponti che alloggiavano i
cannoni erano stati rinforzati per resistere alle cannonate ed era stato
aggiunto un grande castello di poppa, aumentandone così problemi di
stabilità.
Sostanzialmente
l’equilibrio della nave e la disposizione dei carichi erano sbagliate. Nel
tentativo di correggere l’equilibrio del vascello fu aumentata la zavorra nella
parte bassa della nave, in modo da abbassare la linea di galleggiamento del
vascello portandola molto vicina alla linea inferiore dei cannoni.

A
quei tempi in Svezia non si realizzavano né progetti cartacei né calcoli
matematici per la realizzazione delle navi. Per verificarne la stabilità si
effettuavano delle “prove di stabilità” nel corso della costruzione e
quando la costruzione della Vasa era ormai in stato avanzato, l’ammiraglio
Fleming eseguì questo test. Il test consisteva nel far correre 30 marinai da un
lato all’altro della nave e dopo soli 3 giri il test venne interrotto perché
fallito. Nonosotante il fallimento del test, il Re che con questa opera voleva
dimostrare la forza bellica svedese, mandò una lettera premendo sul varo
del vascello, cosicché la nave, nonostante i chiari problemi di stabilità, fu
dichiarata pronta.
Per
il giorno dell’inaugurazione, il peso della nave aumentò ulteriormente a causa
di tutte le paratie decorative che snelle intenzioni dovevano essere rimosse
alla fine della parata. Vi erano su entrambi i lati delle statue lignee,
coloratissime e alcune addirittura ricoperte con foglie d’oro,
raffiguranti gli imperatori romani da Tiberio a Settimio Severo ma anche
statue di leoni (simbolo svedese per eccellenza), statue raffiguranti eventi
mitologici nordici e una persino statua del re. Almeno 6 artisti, e
relativi aiutanti, presero parte a questa colossale opera di scultura e
pittura, ma non vi è alcuna firma su di essa.
La
sera del 10 agosto 1628 l’imponente nave da guerra “Vasa” prendeva il largo nel
suo viaggio inaugurale nelle acque di Stoccolma sotto glio occhi dei 10.000
abitanti di Stoccolma che stavano sulle sponde del porto. Lo specchio di mare
antistante il porto pullulava di piccole imbarcazioni di curiosi che speravano
di godersi lo spettacolo del varo della nave da vicino. I marinai avevano avuto
il permesso di portare i parenti. La navigazione sarebbe poi proseguita con 300
soldati (che avrebbero costituito i due terzi dell’equipaggio della nave) ma
momento del naufragio c’erano solo 150 persone. La missione era raggiungere la
Polonia dove si sarebbe combattuta una sanguinosa battaglia. L’idea era che
i parenti sarebbero docuti scendere a Vaxholm. Tuttavia i soldati non
misero mai piede sulla nave ….
Il
vascello era in pompa magna, completo di tutto quello che serviva a mostrare la
grandezza del regno di Svezia e del suo Re Gustav II Adolf della dinastia Vasa.

Dopo aver sparato con un cannone a salve, la Vasa spiegò 4 delle sue 10 vele e
prese il largo uscendo dal porto. Tutto sembrava procedere bene. Il vento
che fino ad allora si era mostrato quasi nullo, diede una folata che fece
inclinare la nave, ma prontamente il timoniere riuscì a raddrizzarla, purtroppo
però non poté fare la stessa cosa con la seconda folata di vento che inclinò il
Vasa talmente tanto che l’acqua entrò dai portelli dei cannoni che il capitano
Söfring Hansson aveva fatto lasciare aperti per magnificare il vascello,
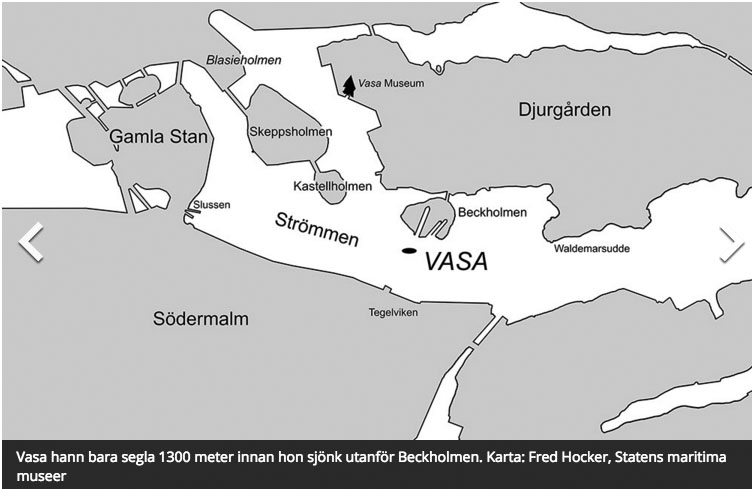
cosicché la nave sprofondò in brevissimo tempo. La nave era affondata dopo solo
1300 metri (circa 15 minuti di navigazione) quando ancora si trovava nel porto
di Stoccolma e si adagiò a circa 32 metri di profondità.

Gran
parte dei marinai si lanciarono dal vascello in mare. Dato il fondale basso gli
alberi principali del vascello spuntavano e molti si salvarono aggrappandosi a
questi. Le piccole imbarcazioni venute per assisstere all’inagurazione del
vascello si trovarono a dover soccorrere i naufraghi, altri si aggrapparono ad
oggetti galleggianti caduti dalla nave. Inoltre si trovavano ad appena 120
metri dalla costa e molti si salvarono a nuoto.
La maggior parte dell’equipaggio si salvò ma una trentina di marinai morirono. La maggior parte di questi si trovavano all’interno del vascello quando iniziò ad affondare e non riuscirono ad uscirne. Dopo il recupero del relitto sono stati recuperati gli scheletri di circa 15 persone.
La maggior parte dell’equipaggio si salvò ma una trentina di marinai morirono. La maggior parte di questi si trovavano all’interno del vascello quando iniziò ad affondare e non riuscirono ad uscirne. Dopo il recupero del relitto sono stati recuperati gli scheletri di circa 15 persone.
Non
esisteva una lista con i nomi dei marinai ma di certo si sa che il capitano
della nave Söfring Hansson soppravvisse al naufragio. Pare che abbia
lasciato l’imbarcazione tra gli ultimi (come dettano le regole nautiche) ma che
si sia impigliato in una corda degli alberi maestri e che sia stato trascinato
verso il fondo. Alla fine riuscì a sbrogliarsi ed a mettersi in salvo. Anche il
suo vice, l’ammiraglio Erik Jonsson si salvò per un pelo. Al momento del
naufragio si trovava nel ponte inferiore per assicurarsi che i cannoni fossero
saldamente legati dopo che la nave si era inclinata la prima volta. Jönsson fu
colpito da uno sportello di legno in testa quando cercò di risalire. Venne
salvato ma rimase per parecchio tempo appeso ad un filo tra la vita e la morte.
Il capitano Hans Jonsson invece morì. Si trattava di uno dei comandanti più esperti salito sulla nave forse per dare consigli oppure semplicemente come ospite.
Il capitano Hans Jonsson invece morì. Si trattava di uno dei comandanti più esperti salito sulla nave forse per dare consigli oppure semplicemente come ospite.
Immediatamente
il re Gustav II Adolf fece aprire un’inchiesta per capire di chi fosse la
responsabilità del naufragio, vennero interrogati il capitano della nave, molti
dei marinai e i costruttori, e tutti dissero esattamente la stessa cosa, ossia,
che la nave era troppo instabile e che i portelli dei cannoni sarebbero dovuti
rimanere chiusi. Per quel che riguarda la costruzione della nave, invece, fu
detto soltanto che il vascello fu costruito secondo le indicazioni del Re.
Nessuno fu accusato per il naufragio e di conseguenza non ci fu nessun colpevole.
Nessuno fu accusato per il naufragio e di conseguenza non ci fu nessun colpevole.
Nel
1956, dopo più di 300 anni, un archeologo esperto in relitti Carl Gustav Anders
Franzén insieme al subacqueo Per Edvin Fälting riuscirono a
recuperare il relitto che, grazie alla particolarmente bassa salinità delle
acque di Stoccolma, si trovava in condizioni eccellenti.
Con il recupero della nave avvenuto nel 1961, iniziarono anche i lavori di restauro che nel 1990 portarono il relitto nella condizione di essere esposto nell’omonimo museo che gli fu costruito intorno, situato nella zona di Djurgården nella città di Stoccolma.
Con il recupero della nave avvenuto nel 1961, iniziarono anche i lavori di restauro che nel 1990 portarono il relitto nella condizione di essere esposto nell’omonimo museo che gli fu costruito intorno, situato nella zona di Djurgården nella città di Stoccolma.
Notizie
fonte web di dominio pubblico.











{kind=link}
{kind=link}
{kind=link}